Advantages of Flexible Chain Conveyors in Automation | Optimize Floor Space

Modern manufacturing environments are no longer defined by static, linear processes. As production demands shift toward high-speed throughput and multi-stage processing within constrained footprints, the limitations of traditional belt conveyors become apparent. For automation engineers and plant managers, the transition to flexible chain conveyors represents a fundamental shift toward modularity and spatial efficiency. These systems provide the mechanical agility required to navigate complex factory layouts while maintaining the precision necessary for synchronized automation.
How Flexible Chain Conveyors Redefine Modern Production Lines
A flexible chain conveyor—often referred to as a multi-flexing or plastic chain conveyor—is a system utilizing a series of interlocking links that can articulate both horizontally and vertically. Unlike traditional flat belts that are restricted to straight-line movements or require massive “corner turn” units, flexible chains move through three-dimensional space using a single continuous drive.
In the context of industrial automation, these systems serve as the “circulatory system” of the factory. They are designed to transport products through various elevations and orientations, allowing for seamless integration between disparate machines such as fillers, labelers, and case packers. The core of this technology lies in the material science of the chain itself—typically high-strength polyoxymethylene (POM) or specialized acetal resins—which minimizes friction and noise while maximizing service life.
Maximizing Floor Space: The 3D Advantage of Multi-flexing Systems
One of the most significant advantages of flexible chain conveyors in automation is their ability to reclaim valuable floor space. In modern facilities, square footage is a premium asset. Traditional conveyor layouts often result in “dead zones” where large radii are required for turns.
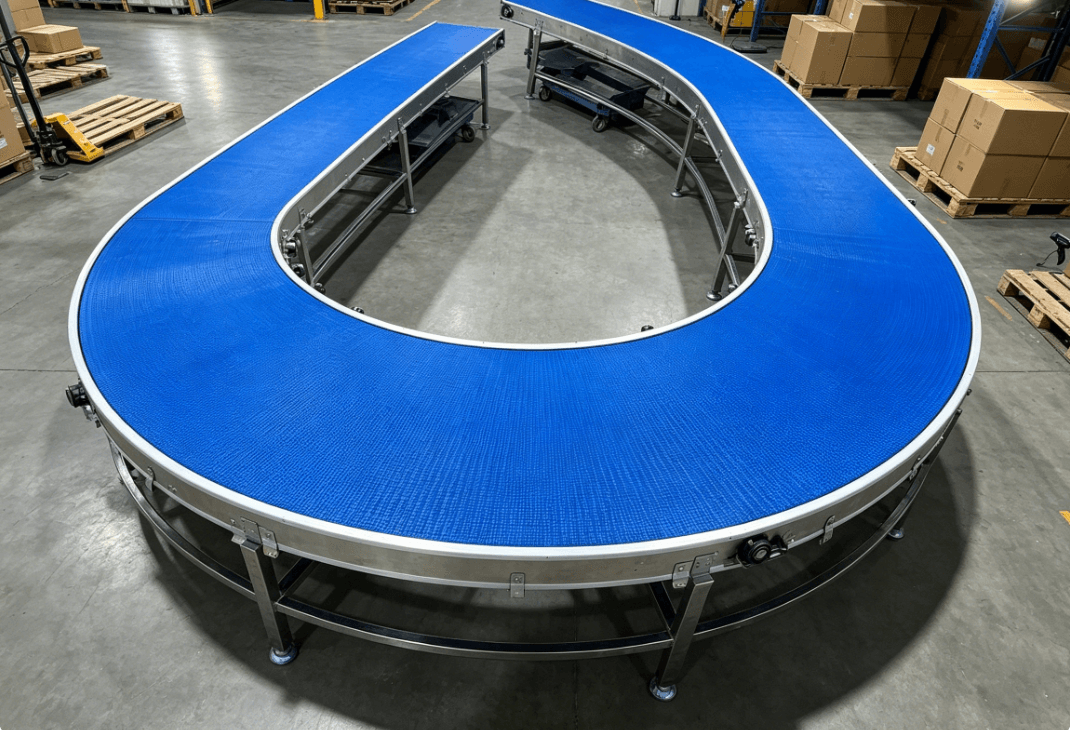
Flexible chain systems solve this through:
- Vertical Incline and Decline: By using friction-top links or flighted inserts, these conveyors can transport products vertically at steep angles. This allows engineers to utilize the “vertical cube” of a factory, moving products overhead to clear aisles or mezzanine levels.
- Tight Turning Radii: Modern systems, such as those found in Leyu Conveyor’s chain solutions, allow for extremely small turning circles. This enables “S-curves” and “U-turns” in tight spaces where a standard belt would simply buckle or track off-center.
- Alpine Accumulation: When a downstream machine stops, the conveyor doesn’t have to. Flexible chains can be configured into “alpine” structures—spiral towers that provide massive buffer capacity in a tiny footprint, keeping the rest of the automation line running.
Technical Advantages of Modular Chain Designs in Automation
The transition from rigid transport to flexible chain systems is driven by technical performance metrics that impact the Total Cost of Ownership (TCO). For project managers evaluating system upgrades, several mechanical benefits stand out:
| Feature | Advantage in Automation |
| Modular Links | Individual links can be replaced in minutes without dismantling the entire frame, drastically reducing Mean Time to Repair (MTTR). |
| Low Friction Components | High-performance plastics and specialized wear strips reduce power consumption and allow for longer conveyor runs with a single motor. |
| High Precision Tracking | The chain is positively guided by the conveyor beam, preventing the lateral “wandering” common in belt systems that causes jams in robotic pick-and-place zones. |
| Washdown Compatibility | Many flexible chain systems utilize stainless steel frames and FDA-compliant materials, essential for pharmaceutical and food-grade automation. |
From an engineering perspective, the modularity of these systems means they are “future-proof.” If a production line needs to be reconfigured for a new product, the aluminum or stainless steel profiles can be disassembled and rebuilt into a new geometry. This avoids the “scrap and replace” cycle associated with custom-welded conveyor frames.

Optimizing Throughput Across Diverse Industrial Sectors
The application of flexible chain conveyors is not limited to a single industry; rather, it is a cross-functional solution for any sector requiring high-speed, light-to-medium weight transport.
1. Fast-Moving Consumer Goods (FMCG) and Packaging
In high-speed bottling or canning, stability is critical. Flexible chains provide a smooth, continuous surface that prevents product tipping during high-speed transfers. They allow for “side-gripping” elevators that can lift bottles vertically while keeping them oriented correctly for the next stage of automation.
2. Electronics and Semiconductor Manufacturing
Automation in electronics requires “clean” transport. Modular chains can be equipped with anti-static (ESD) materials to protect sensitive components. Their ability to handle precision pucks—specialized carriers that hold parts in a fixed position—makes them ideal for robotic assembly cells.
3. Pharmaceutical and Medical Devices
Cleanroom environments demand low-particle generation. The closed-surface design of many flexible chains prevents debris from accumulating within the track. Furthermore, the ability to integrate sterilization stations directly into the conveyor loop ensures compliance with stringent regulatory standards like ISO 13485.
Engineering Considerations for Integration
While the advantages are clear, successful automation integration requires attention to specific technical parameters:
- Catenary Sag Management: Proper tensioning is vital. Automation engineers must account for the catenary sag—the loop of chain at the return side—to ensure smooth drive engagement.
- Load Distribution: While flexible chains are excellent for high speeds, they have specific tensile strength limits. Calculating the total friction of a 50-meter run is essential to prevent chain “surging” or premature motor failure.
- Environmental Compatibility: For applications involving high temperatures or chemical exposure, standard POM links may not suffice. Specialized materials like PVDF or reinforced polypropylene may be required to maintain structural integrity.
By moving away from static conveying and toward a flexible, modular approach, facilities can achieve higher OEE (Overall Equipment Effectiveness). The ability to pivot, climb, and adapt is no longer a luxury; in the world of high-stakes automation, it is a technical necessity.
FAQ
Q: Can flexible chain conveyors handle heavy loads compared to traditional rollers?
A: Flexible chain conveyors are primarily optimized for light-to-medium loads (e.g., packaged goods, automotive components, electronics). For extremely heavy pallets, roller conveyors or heavy-duty slat conveyors are typically preferred. However, for high-speed precision transport, the flexible chain offers superior control.
Q: How do these systems improve safety in an automated factory?
A: These conveyors typically feature “closed” designs with minimal pinch points compared to belt pulleys. Furthermore, because they can be routed overhead, they reduce the need for floor-level crossings, minimizing the risk of forklift-pedestrian accidents.
Q: What is the typical maintenance schedule for a plastic flexible chain?
A: Maintenance is generally low. It involves periodic inspections of the drive sprockets and the wear strips. Unlike belts, which require frequent tracking adjustments, a modular chain stays centered by design. Link replacement is only necessary if mechanical damage occurs or after years of abrasive wear.
Q: Are flexible chain conveyors compatible with washdown environments?
A: Yes. When paired with stainless steel beams and food-grade plastic links, these systems are highly resistant to the caustic cleaning agents used in food and pharmaceutical manufacturing.
Reference Sources
- ISO 4414: Pneumatic fluid power — General rules and safety requirements for systems and their components (Relevant for automated conveyor controls).
- FDA CFR 21: Regulations regarding food-contact surfaces and materials used in conveyor chains.
- CEMA (Conveyor Equipment Manufacturers Association): Technical standards for unit handling conveyors and belt/chain tension calculations.
- SGS Technical Reports: Comparative studies on the wear resistance of POM vs. Acetal in industrial conveying applications.