Why Stainless Steel Food Conveyors Are the Industry Standard: A Technical Guide

The global food processing industry operates under a microscope of regulatory scrutiny and consumer expectation. In this high-stakes environment, the choice of material handling equipment is not merely a logistical decision—it is a critical factor in food safety and brand protection. The shift toward the stainless steel food conveyor as the preferred solution across meat, dairy, bakery, and prepared food sectors is driven by a unique intersection of material science, mechanical engineering, and microbiology.
For plant managers and design engineers, understanding the technical superiority of stainless steel is essential for optimizing production lines while ensuring compliance with stringent global hygiene standards.
Why Hygiene is the Primary Driver for Stainless Steel
The most significant advantage of a stainless steel food conveyor is its inherent resistance to microbial growth. In food processing, “harborage points”—microscopic cracks, pits, or porous areas where bacteria like Listeria or Salmonella can hide—are the primary enemy.
Unlike plastics, which can scratch and harbor bio-films, or carbon steel, which can oxidize and flake, stainless steel provides a non-porous surface. When high-grade stainless steel is polished to a specific surface roughness (often measured in Ra), it becomes exceptionally difficult for organic matter to adhere to the metal. This “cleanability” is the cornerstone of modern food safety protocols.
From an engineering perspective, the chemical composition of the material allows it to withstand aggressive “Washdown” procedures. Food facilities often use caustic chemicals and high-pressure hot water to sanitize equipment. Stainless steel maintains its structural integrity and surface finish under these conditions, where other materials would degrade or corrode.
Material Selection: 304 vs. 316 Grade Stainless Steel
In the context of food-grade machinery, not all stainless steel is created equal. The industry primarily relies on two grades, each suited for different environmental stressors:
- 304 Stainless Steel: This is the standard for most food applications. It offers excellent corrosion resistance and is cost-effective for dry or mildly humid environments, such as bakery lines or general packaging.
- 316 Stainless Steel: Containing molybdenum, this grade offers superior resistance to chlorides and acids. It is the mandatory choice for high-salinity environments (like meat brining) or highly acidic processing (such as tomato sauce or citrus fruit handling).
| Feature | 304 Stainless Steel | 316 Stainless Steel |
| Corrosion Resistance | High (General) | Exceptional (Chloride/Acid) |
| Typical Application | Bakery, Confectionery | Meat, Seafood, High-Acid Foods |
| Cost Profile | Standard Industrial | Premium |
| Durability | High | High |
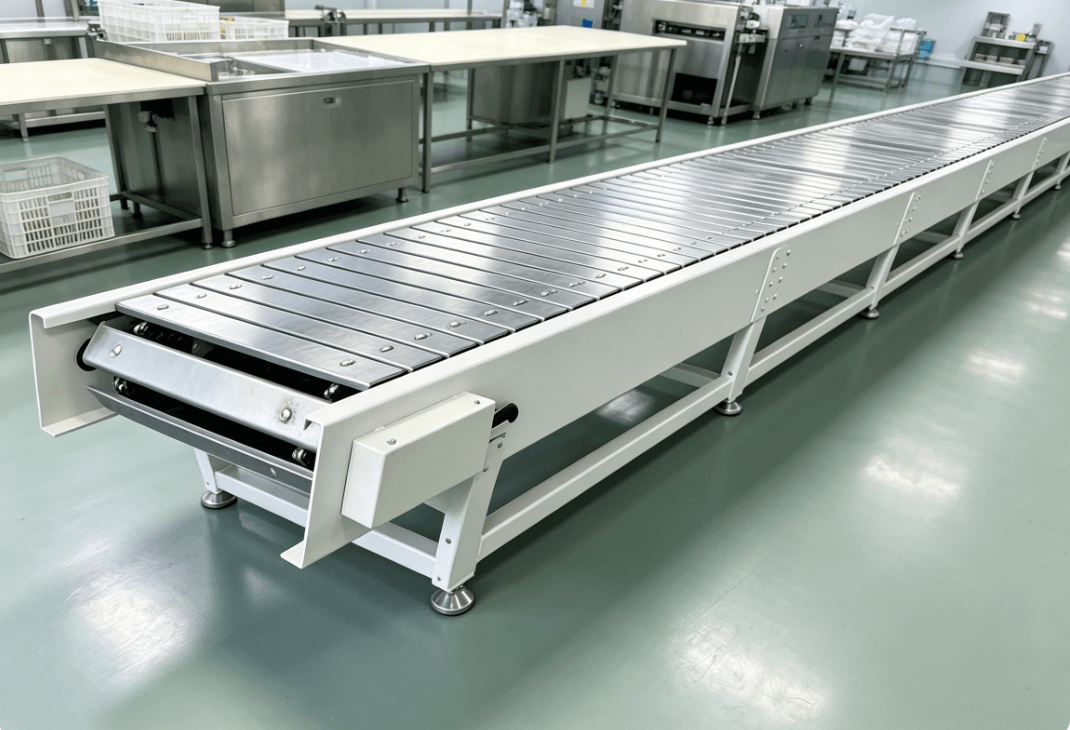
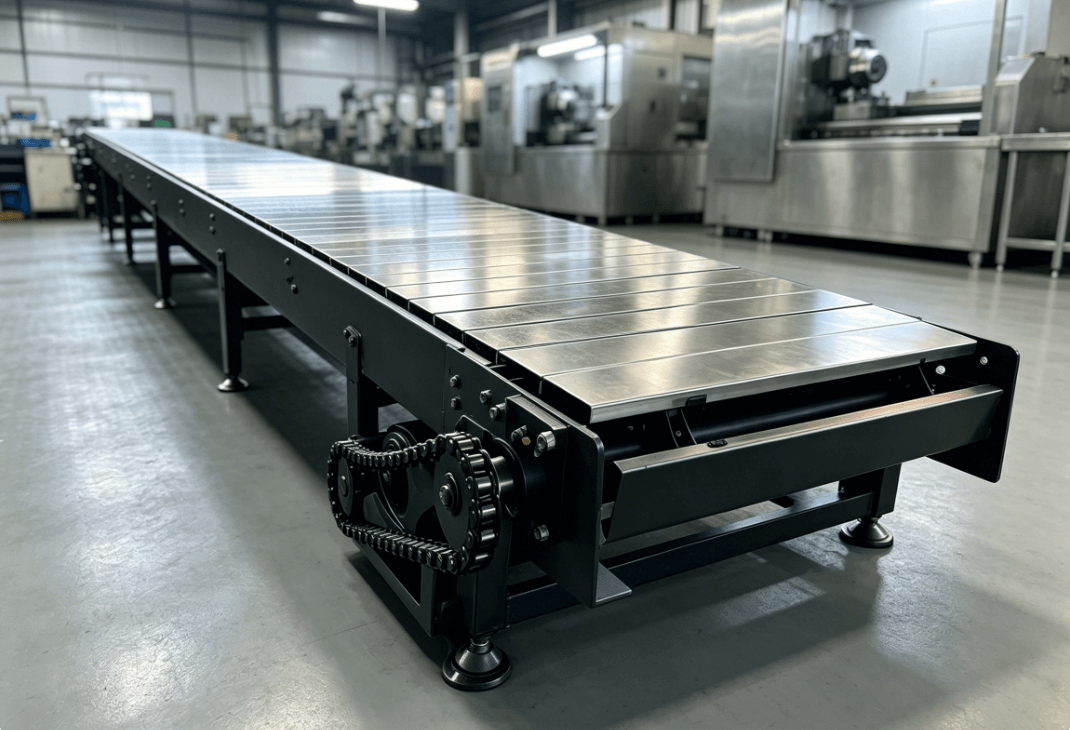
Engineering Design: The Role of Chain Plate Conveyors
While the material provides the hygiene, the mechanical design provides the functionality. In many modern food plants, chain plate conveyors represent a pinnacle of stainless steel engineering.
These systems use interlocking stainless steel slats or plates rather than a continuous flexible belt. This design offers several technical advantages:
- Thermal Stability: In cooling tunnels or flash-freezing applications, stainless steel plates can handle extreme temperature differentials (from -50°C to over 200°C) without the warping or embrittlement seen in synthetic materials.
- Drainage and Airflow: Modern chain plate designs often feature perforated slats. This allows for liquid runoff during washing stages or optimal airflow during cooling processes, preventing moisture buildup that could lead to mold.
- Heavy-Load Durability: Stainless steel chain plates are capable of transporting heavy bulk items or densely packed containers that would cause a standard fabric belt to sag or mistrack.
Structural Integrity and Longevity
The “total cost of ownership” (TCO) is a major factor in the popularity of the stainless steel food conveyor. While the initial capital expenditure is higher than aluminum or plastic-framed alternatives, the lifespan of a stainless steel system often exceeds 15 to 20 years in a demanding environment.
Stainless steel does not fatigue as easily as lighter alloys. It maintains its tensile strength even when subjected to the constant vibrations and mechanical stresses of a 24/7 production cycle. Furthermore, because the material is homogenous, it does not require coatings or paints that could eventually peel off and become a physical contaminant in the food supply—a critical risk in any HACCP (Hazard Analysis and Critical Control Points) plan.
Regulatory Compliance and Global Standards
For OEM project managers, specifying stainless steel is the fastest route to regulatory approval. Organizations such as the FDA (Food and Drug Administration) in the US and the EHEDG (European Hygienic Engineering & Design Group) in Europe have established clear guidelines that favor stainless steel for direct food contact surfaces.
Using a stainless steel food conveyor simplifies the audit process. Inspectors look for equipment that is “self-draining,” “accessible for inspection,” and “constructed of non-toxic materials.” Stainless steel meets all these criteria by default, reducing the risk of costly production halts or product recalls due to equipment failure or contamination.
Application Scenarios in Modern Food Processing
The versatility of these systems allows them to be deployed across various specialized stages:
- Raw Processing: Moving raw meat or poultry where blood and fats require aggressive chemical cleaning.
- Blanching and Cooking: Handling high-temperature steam and boiling water without deformation.
- Bottling and Canning: Providing a stable, rigid platform for heavy glass or metal containers to move at high speeds without tipping.
- Secondary Packaging: Ensuring that even the final stage of the process remains dust-free and professional.
In conclusion, the popularity of the stainless steel food conveyor is a result of its “fail-safe” nature. It addresses the industry’s most pressing concerns: food safety, durability, and regulatory compliance. As food processing moves toward greater automation and higher hygiene standards, the reliance on high-quality stainless steel material handling solutions will only continue to grow.
FAQ
Q1: Is a stainless steel food conveyor always better than a plastic modular belt?
A: It depends on the application. While stainless steel offers superior heat resistance and hygiene, plastic modular belts are lighter and sometimes better for tight-radius turns. However, for direct contact with raw proteins or high-temperature processing, stainless steel is the gold standard for safety and durability.
Q2: How do I maintain a stainless steel conveyor to prevent “tea staining” or surface rust?
A: Even though it is “stainless,” the protective chromium oxide layer can be compromised by harsh chemicals if not rinsed properly. Regular cleaning with appropriate pH-neutral or specialized alkaline cleaners, followed by a thorough fresh-water rinse and drying, is essential to maintain the surface.
Q3: Can these conveyors handle heavy washdown environments?
A: Yes. Most stainless steel food conveyors are designed with IP66 or IP69K rated motors and “open frame” architecture, allowing sanitation teams to spray water and foam directly through the equipment to ensure no organic matter remains trapped.
Q4: Does the surface finish (Ra) matter?
A: Absolutely. A smoother surface (lower Ra value) has fewer microscopic peaks and valleys. For food-grade applications, a 2B mill finish or a polished #4 finish is typically required to ensure the surface is truly “cleanable” at a microbial level.
Reference Sources
- EHEDG (European Hygienic Engineering & Design Group): Hygienic Design Principles for Food Processing Equipment.
- Specialty Steel Industry of North America (SSINA): Stainless Steel in the Food Handling Industry Technical Guide.
- ISO 14159: Safety of machinery — Hygiene requirements for the design of machinery.