Glass Bottle Conveyor Systems: Engineering & Design Guide

Glass bottle manufacturing and filling lines operate under unique physical constraints. Unlike lightweight plastic containers, glass is heavy, rigid, and fragile. This requires a conveyor system that balances high load-bearing capacity with vibration-free movement.
A modern glass bottle conveyor system is a sophisticated assembly designed to transport containers through extreme temperature shifts and high-speed synchronization. For plant managers, understanding the interplay between chain plate materials and lateral stability is essential. Proper engineering reduces “down-bottle” incidents and maximizes daily throughput.
Engineering Principles of the Glass Bottle Conveyor System
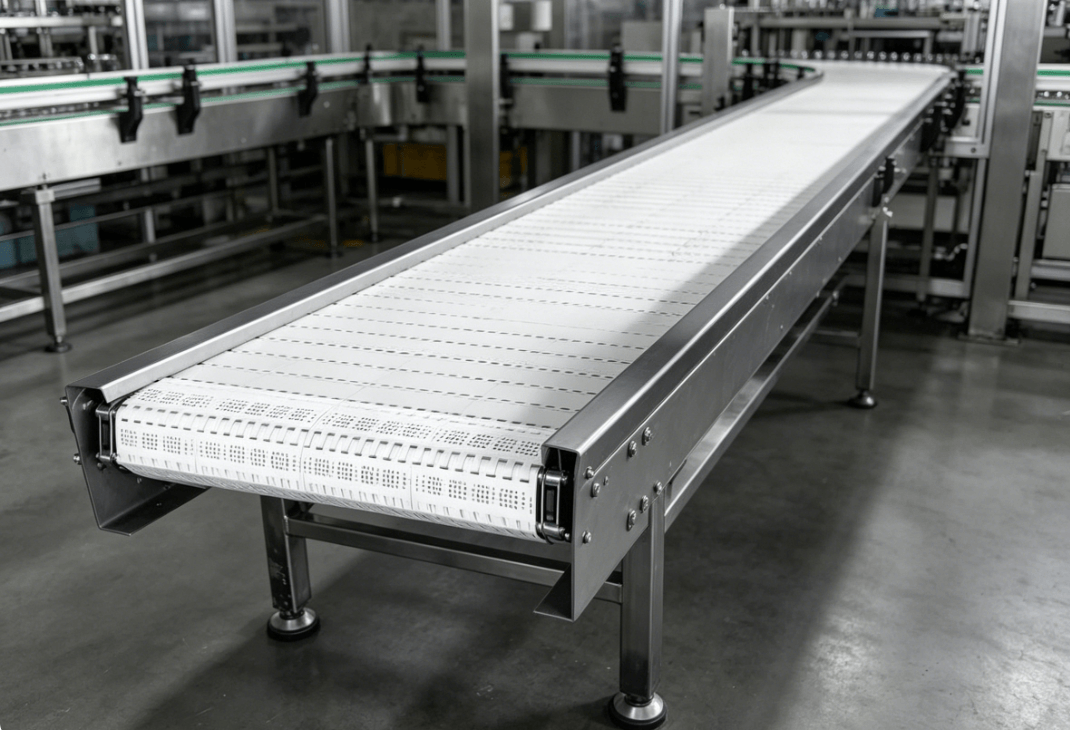
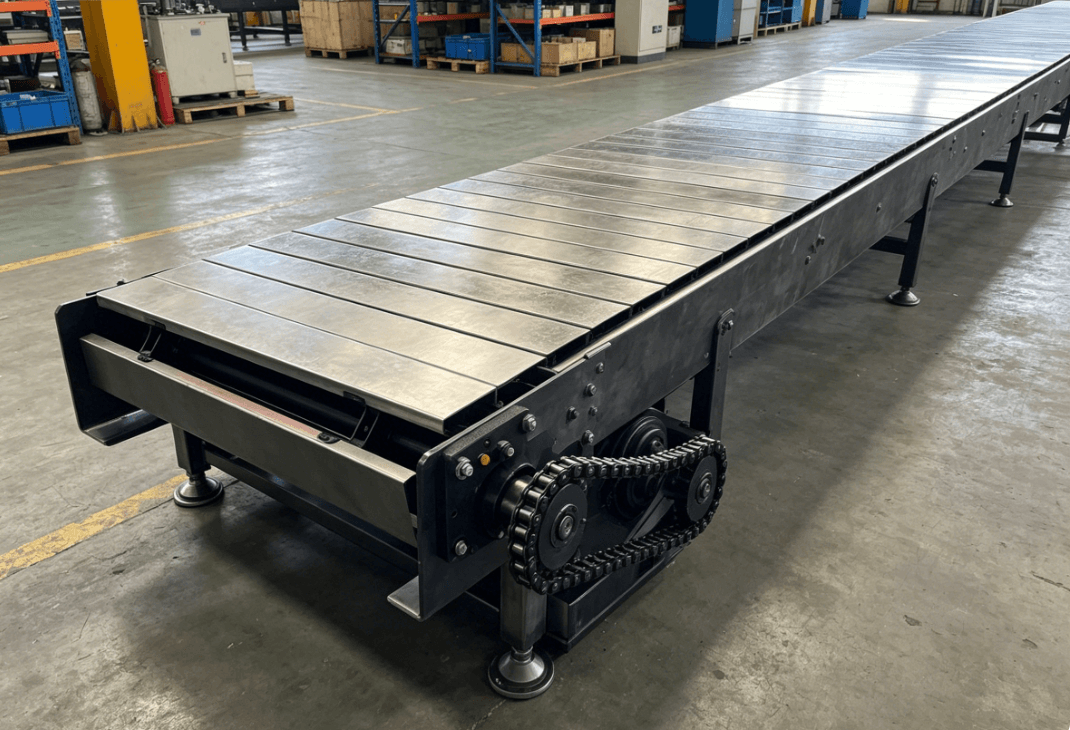
At the heart of most glass handling facilities is the chain plate conveyor. Unlike standard fabric belts, chain plates provide a stable, flat surface. This minimizes the risk of bottles tipping during high-speed transitions or sudden stops.
Chain Plate Material Selection
The choice of chain material is dictated by the specific stage of the manufacturing process. Chain plate conveyors utilize different materials based on environmental stressors.
- Stainless Steel Chains: These are preferred for “hot end” processes. They resist abrasive wear from broken glass and withstand thermal shock from recently formed bottles.
- Thermoplastic (Acetal/POM) Chains: These are common in the “cold end” or filling lines. They offer a low coefficient of friction, which is vital for pressureless accumulation.
Maintaining Stability in High-Speed Bottling
Glass has a high center of gravity, especially with wine or spirit bottles. Maintaining stability during movement requires specific technical considerations.
Transition Modules and Center of Gravity
Side-to-side transfers must be seamless to prevent tipping. Using specialized finger-comb transition modules prevents bottles from wobbling. These modules bridge the gap between conveyor sections, ensuring the bottle base remains level.
Speed Synchronization and VFD Control
Advanced systems utilize Variable Frequency Drives (VFDs) for precision. These ensure the linear speed of the conveyor matches the rotational speed of downstream equipment. Synchronization is critical for fillers and labelers to prevent impact damage.
| Feature | Stainless Steel (304/430) | Engineering Plastic (POM) |
| Heat Resistance | Excellent (up to 400°C+) | Limited (up to 90°C) |
| Noise Level | Higher (metal-on-metal) | Low (dampens vibration) |
| Weight | Heavy | Lightweight |
| Maintenance | Requires lubrication | Often self-lubricating |
| Durability | High impact resistance | Susceptible to sharp cullet |
Specialized Applications Across the Production Line
A glass bottle’s journey is divided into distinct zones. Each zone places different demands on the conveyor infrastructure.
Hot End vs. Cold End Requirements
Freshly blown glass is sensitive to temperature. Conveyors in the hot end must handle temperatures exceeding 500°C. Once cooled, bottles enter the cold end where the conveyor must facilitate high-speed visual inspection.
Accumulation and Back-Pressure Management
When a downstream machine stops, bottles begin to bunch up. Excessive back-pressure can lead to “scuffing” or catastrophic breakage.
- Pressureless Combiners: These use multiple parallel chains running at varying speeds.
- Dividers: These gently separate the flow of bottles to reduce density.
- Modular Belts: Wide belts act as buffers between different line speeds.
Summary
Selecting the right glass bottle conveyor system requires a balance of material science and mechanical precision. By focusing on low-friction transitions and robust chain plate selection, manufacturers can ensure a high-efficiency line. Modern modular designs allow for the flexibility needed in today’s diverse packaging market.
FAQ
1. What is the best conveyor type for glass bottles?
The chain plate conveyor is the industry standard for glass. It provides the necessary lateral stability for tall, top-heavy containers. It is available in both stainless steel and low-friction plastic to suit different line stages.
2. How do you prevent glass bottles from scratching?
Scratching is prevented by using low-friction acetal chains. Engineers also ensure that accumulation logic minimizes back-pressure. Lubrication can be applied to the chain surface to allow bottles to slide smoothly without surface damage.
3. Can plastic chains handle hot glass?
No, plastic chains are generally limited to environments below 90°C. For “hot end” applications near the furnace, stainless steel or specialized metal alloy chains are required. Plastic would melt or deform under these thermal loads.
4. How does a conveyor handle different bottle sizes?
Modern systems use adjustable side guides and modular sections. Quick-release handles allow operators to reset the guide rail widths in minutes. This flexibility is essential for switching between different bottle diameters.
5. What is pressureless accumulation in glass conveying?
This is a method of grouping bottles without them pressing hard against each other. It uses multiple conveyor tracks running at different speeds. This regulates the flow and prevents high-impact collisions that cause breakage.
Reference Sources
PMMI Packaging and Processing Machine Standards