Top Industries That Benefit from Spiral Tower Conveyors

The modern manufacturing landscape is defined by a relentless push for footprint optimization. As facilities look to maximize production capacity within existing square footage, the “vertical dimension” has become the primary frontier for efficiency. Spiral tower conveyors have emerged as the gold standard for vertical material handling, offering a continuous, high-throughput solution that traditional elevators or inclined belts cannot match.
While frequently associated with large-scale food production, the application of spiral conveyors extends across diverse industrial sectors. Understanding which industries utilize these systems—and the specific technical challenges they solve—is essential for any operations manager or systems integrator planning a facility upgrade.
What is a Spiral Tower Conveyor?
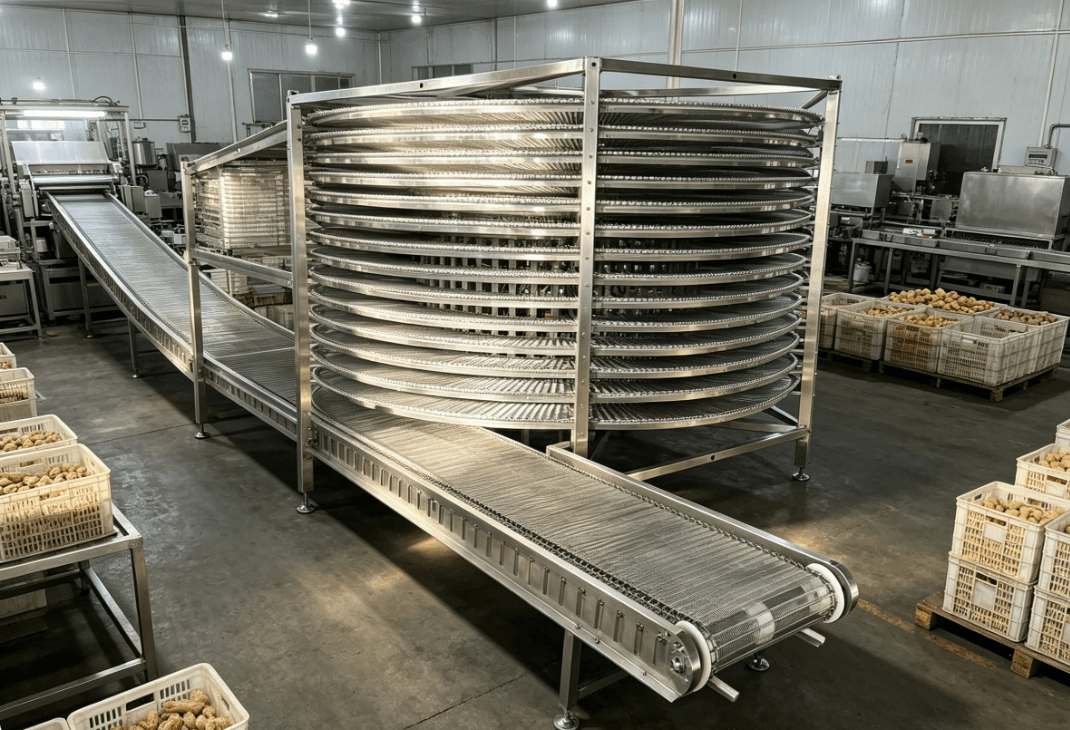
At its core, a spiral tower conveyor is a vertical transport system designed to move products between different levels or to provide dwell time for processes like cooling or proofing. Unlike a standard vertical lift, which operates in a start-stop “reciprocating” motion, a spiral conveyor provides a continuous flow of goods.
This is achieved through a helical path wrapped around a central drum. By utilizing a small footprint, these systems allow for significant elevation changes or extended travel distances (for processing) in a fraction of the space required by linear conveyors.
Food and Beverage Processing: The Primary Adopter
The food industry is the largest user of spiral tower technology, primarily due to the dual need for vertical transport and environmental processing (temperature control).
Commercial Bakeries: In high-volume bread or pastry production, products must cool after exiting the oven before they can be packaged. A spiral cooling tower provides several hundred feet of “travel time” within a 15-foot diameter, allowing ambient air to lower product temperature without the bread ever stopping.
Meat and Poultry: Spiral freezers are critical for Individual Quick Freezing (IQF). By circulating cryogenic air through the spiral tower, processors can freeze thousands of pounds of product per hour.
Dairy and Ice Cream: Spiral towers are used for “hardening” processes, where the continuous motion ensures uniform temperature distribution across all units.
In these applications, the conveyors are typically constructed from 304 or 316-grade stainless steel to meet FDA and USDA hygiene standards, featuring “wash-down” capabilities to prevent bacterial growth.
Packaging and Bottling Operations
In the packaging sector, the primary challenge is synchronization. When one machine in a line (like a labeler) slows down, the entire line shouldn’t have to stop.
Dynamic Buffering: Spiral towers act as vertical accumulation zones. If a downstream machine fails, the spiral can “absorb” the incoming product flow, providing several minutes of buffer time. This prevents the upstream filler or capper from needing a hard restart, which often causes product waste.
Mass Flow vs. Single File: Modern spiral systems, such as those found in Leyu Conveyor’s spiral tower category, are engineered to handle both mass flow (thousands of cans or bottles) and single-file cartons with minimal friction and high stability.
E-commerce and Logistics Distribution Centers
With the rise of multi-tier mezzanine warehouses, the need to move parcels between floors has skyrocketed.
Cross-Floor Transport: Traditional inclines take up massive amounts of floor space because their angle of repose is limited (to prevent parcels from sliding). Spiral conveyors solve this by moving goods at a steep vertical pitch while maintaining a horizontal orientation for the package.
Sorting Systems: High-speed distribution centers use spirals to feed products from various induction levels into a main sorter. The continuous nature of the spiral ensures that the “gap” between parcels remains consistent, which is vital for barcode scanning and automated diverted systems.

Pharmaceutical and Medical Device Manufacturing
Precision and cleanliness are the hallmarks of pharmaceutical manufacturing. Spiral towers used here are often smaller in scale but higher in technical complexity.
Vial and Syringe Handling: Small-pitch spirals are used to transport delicate glass vials between sterilization and filling stations. The smooth, vibration-free movement of a well-engineered spiral is critical to preventing breakage or “tipping” of unstable products.
Cleanroom Integration: Manufacturers require systems that do not generate particulates. High-performance polymers and specialized bearing housings are used to ensure the spiral operates within ISO-certified cleanroom environments.
Electronics and Automotive Component Production
In heavy manufacturing, spiral towers are often used as part of the “curing” or “aging” process.
Cooling After Molding: Plastic automotive components or electronic housings often emerge from injection molding machines at high temperatures. A spiral tower allows these parts to cool uniformly as they move toward the assembly or inspection station.
PCB Buffering: In SMT (Surface Mount Technology) lines, spiral buffers allow for the cooling of printed circuit boards after they exit the reflow oven, ensuring the solder has fully solidified before the next robotic pick-and-place operation.
Key Technical Considerations for Industry Selection
When determining if a spiral tower is suitable for a specific industrial application, engineers typically evaluate three core metrics:
Throughput Requirements: Does the line require continuous flow? If the rate exceeds 30–50 units per minute, a spiral is usually superior to a vertical lift.
Product Geometry: Can the product handle the slight centrifugal force of a curve? Items with high centers of gravity require specialized slat designs or friction-top belts.
Environmental Factors: Will the system operate in sub-zero temperatures (freezing) or high-heat environments (proofing)? Material selection for the belt—ranging from acetal and polypropylene to stainless steel mesh—is dictated by these thermal requirements.
The Role of Customization in Modern Spirals
As seen in the specialized offerings from manufacturers like Leyu Conveyor, the “one-size-fits-all” approach to vertical handling is disappearing. Modern spiral towers are frequently customized with specific belt widths, entry/exit heights, and side-guards to match the unique physical properties of the product being moved. Whether it is a heavy-duty pallet spiral for a warehouse or a compact, high-speed bottle spiral, the engineering must align with the specific physics of the load.
FAQ
Q: Can spiral conveyors handle different sized products on the same line?
A: Yes. Many modern spirals use modular plastic belts with high-friction inserts or specialized slats that can securely transport a variety of package dimensions simultaneously without manual changeovers.
Q: What is the typical height limit for a spiral tower conveyor?
A: While theoretically modular, most industrial spirals range from 2 meters to 15 meters in height. Beyond certain heights, the tension on the chain or belt requires multiple drive motors to maintain consistent speed and prevent “surging.”
Q: How do spiral conveyors compare to vertical reciprocating conveyors (VRCs)?
A: VRCs are essentially freight elevators for pallets or carts; they are “batch” processors. Spiral conveyors are “continuous” processors. If you need constant movement and high speed, the spiral is the correct choice. If you are moving heavy, intermittent loads, a VRC may be more cost-effective.
Q: Are they difficult to maintain?
A: Because they have fewer moving parts than a complex system of multiple inclined conveyors and curves, spirals can actually reduce maintenance overhead. However, proper lubrication of the central drum chain and monitoring belt tension are critical for longevity.
Reference Sources
- CEMA (Conveyor Equipment Manufacturers Association): Safety standards and technical definitions for unit handling conveyors.
- FDA Food Safety Modernization Act (FSMA): Guidelines regarding sanitary equipment design for food-contact surfaces.
- International Journal of Production Research: Studies on facility layout and the impact of vertical space utilization on manufacturing throughput.