What Is a Conveyor System? Types, Uses, and Benefits

A conveyor system represents a critical advancement in industrial automation. It is a mechanical apparatus designed to move objects from one location to another. These systems are the backbone of modern logistics and manufacturing.
Understanding what is a conveyor system helps businesses optimize their workflow. These machines handle everything from small electronic components to massive automotive frames. They reduce the need for manual labor significantly.
By 2026, the reliance on automated transport will reach new heights. Companies use these tools to ensure consistency in production. They provide a reliable method for continuous material flow in any facility.
What Is a Conveyor System and How Does It Work?
At its core, a conveyor system consists of a frame and a moving medium. This medium can be a belt, a chain, or a series of rollers. An electric motor typically provides the necessary power for motion.
The primary goal is to transport materials with maximum efficiency. Most systems include pulleys and gears to control the speed of movement. Sensors often monitor the position of items to prevent collisions.
Data from recent industrial reports shows that automation reduces transit times by 40%. This speed allows factories to meet higher consumer demands. Modern designs also prioritize energy efficiency to lower operational costs.
| Feature | Description | Primary Benefit |
| Drive Unit | High-torque motor and gearbox | Ensures consistent movement speed |
| Carrying Medium | Belt, rollers, or modular slats | Protects product integrity during transit |
| Support Frame | Rigid aluminum or steel structure | Provides stability for heavy industrial loads |
| Control Logic | PLC-based automation software | Allows for precise routing and sorting |
The Basic Mechanics of Movement
Every system relies on friction and tension to move the load. The drive pulley pulls the carrying medium across the support bed. This creates a continuous loop that keeps products moving forward.
Engineers must calculate the required torque based on the maximum load. If the motor is too weak, the system will stall under pressure. Proper tensioning prevents the belt from slipping off the tracks.
Evolution of Material Handling Technology
Material handling has transitioned from manual carts to fully robotic tracks. By 2026, smart sensors will allow systems to self-adjust their speed. This adaptability helps manage bottlenecks without human intervention.
Older systems required constant manual monitoring by staff members. Today, remote software can track the performance of every motor. This shift toward digital integration saves time and prevents unexpected failures.
Exploring the Main Types of Conveyor Systems?
Identifying the right type of equipment is vital for operational success. Different industries require specialized configurations to handle unique product shapes. Some systems focus on speed, while others focus on heavy-duty durability.
A conveyor system must be matched to the specific environment of the factory. For example, chemical plants require corrosion-resistant materials for their hardware. Distribution centers need high-speed sorters to handle thousands of parcels.
Recent studies indicate that specialized systems can reduce product damage by 22%. This improvement directly boosts the profitability of the manufacturing line. Choosing the correct mechanical design is a strategic business decision.
Belt Conveyors for Versatile Logistics
Belt systems are perhaps the most recognizable form of industrial transport. They use a continuous fabric or plastic belt to carry items. These are ideal for moving bulk materials like grain or coal.
They provide a smooth surface for transporting small or irregular items. The belt prevents parts from falling through gaps during high-speed travel. You can find these in airports and grocery store checkouts.
Roller Conveyors for Heavy Loads
Roller systems use a series of tubes to move heavy crates or pallets. These can be powered by motors or rely on gravity for movement. Gravity rollers are highly cost-effective for downward transport.
These systems are perfect for items with a rigid bottom surface. They allow for easy accumulation of goods without causing motor strain. Warehouse managers often use them for loading and unloading shipping trucks.
Overhead Systems for Space Optimization
Overhead tracks move products through the air to save valuable floor space. These are common in automotive paint shops and garment factories. They utilize the vertical space that often goes wasted in buildings.
By 2026, more facilities will adopt overhead designs to maximize density. These systems allow for complex paths that avoid ground-level obstacles. They are essential for processes that require items to dry or cool.
The Strategic Benefits of Industrial Automation?
The decision to install a conveyor system offers several long-term advantages. The most obvious benefit is the reduction in manual material handling. Workers are protected from the physical strain of lifting heavy loads.
Automation ensures that the production pace remains constant throughout the day. Humans may slow down due to fatigue, but machines do not. This consistency allows for more accurate production scheduling and forecasting.
Current market research suggests that automated systems provide a full ROI within 18 months. This rapid return makes them an attractive investment for growing companies. Improved throughput leads to higher revenue and faster market growth.
Enhanced Workplace Safety Standards
Safety is a primary concern in any industrial or warehouse setting. Traditional manual transport often leads to back injuries and repetitive strain. Automation removes these risks by taking over the heavy lifting tasks.
Modern systems come equipped with advanced emergency stop mechanisms. Light curtains can detect if a person enters a restricted zone. These features create a safer environment for the entire workforce.
Precision and Accuracy in Sorting
Automated sorting reduces the risk of human error in distribution. Scanners can read labels and divert packages to the correct lane. This precision is vital for large-scale e-commerce operations.
Accuracy levels in automated facilities can exceed 99.9% in 2026. This eliminates the costs associated with shipping errors and returns. High accuracy builds trust with customers and strengthens the brand reputation.
How to Select the Right Equipment for Your Facility?
Choosing the best conveyor system requires a deep understanding of your workflow. You must first evaluate the dimensions and weight of your heaviest product. If the system is underpowered, it will face frequent mechanical breakdowns.
The path of your production line determines the necessary hardware components. Linear movements are best handled by high-quality straight conveyor units. These provide a stable and cost-effective solution for moving goods in a direct path.
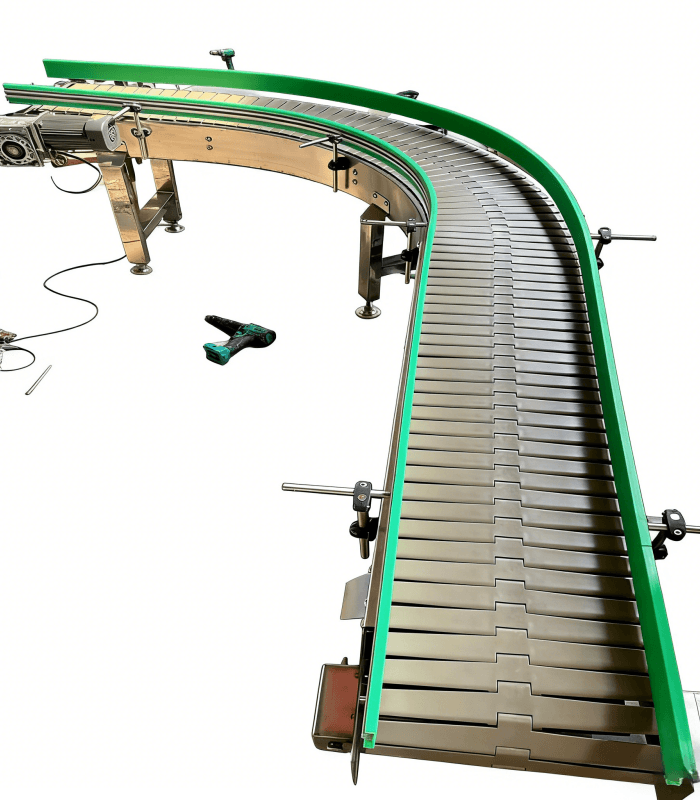
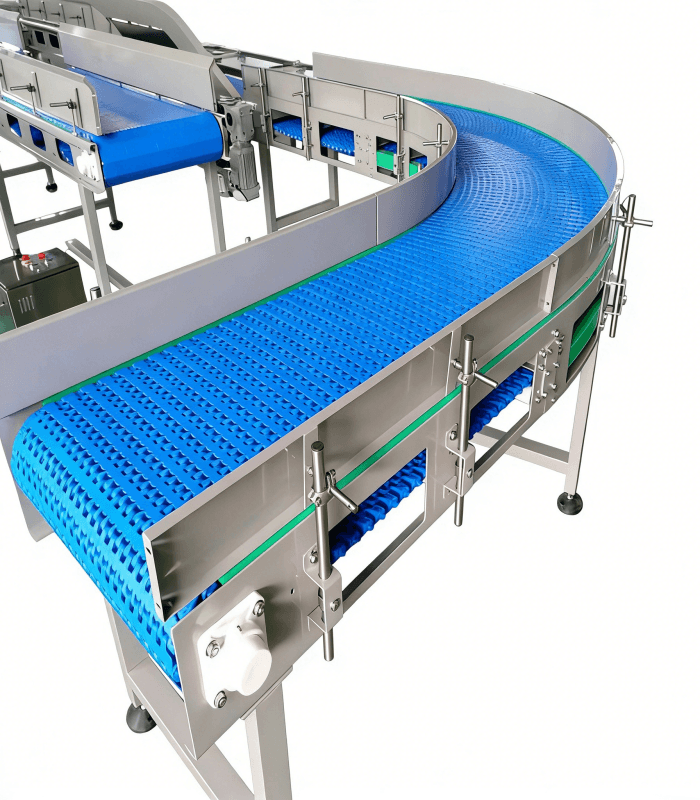
When your facility layout includes obstacles or turns, you must plan for directional changes. Integrating a robust turning machine ensures that the product flow remains uninterrupted. These machines handle 90-degree or 180-degree turns while maintaining product orientation.
Environmental factors like temperature and humidity should also guide your choice. Food-grade applications require stainless steel frames for hygiene and easy cleaning. Electronics manufacturing may require anti-static belt materials to protect sensitive circuits.
Consider the modularity of the equipment before making a final purchase. A modular design allows you to expand the system as your business grows. This flexibility is essential for adapting to changing market demands by 2026.
Finally, evaluate the maintenance requirements of each potential system. Easy access to motors and belts reduces the time needed for routine inspections. Choosing reliable components minimizes the risk of expensive downtime during peak hours.
Summary
A conveyor system is an indispensable asset for any modern industrial operation. It streamlines the movement of goods, enhances worker safety, and significantly boosts overall productivity. By selecting the right straight or turning modules, companies can create a highly efficient and scalable production environment for 2026 and beyond.
FAQ
1. What are the main components of a conveyor system?
A standard system consists of a support frame, a motor, and a carrying medium. The frame provides the structural foundation for the entire unit. The motor generates the power required to move the belt or rollers. The carrying medium is the surface that directly interacts with the transported products.
2. How does a conveyor system improve factory safety?
It improves safety by eliminating the need for workers to lift heavy or bulky items. Most modern systems include emergency stop buttons and protective guards to prevent accidents. By automating the transport process, you reduce the risk of forklift collisions and manual handling injuries.
3. Can I customize a conveyor system for a small space?
Yes, you can use specialized turning units and overhead tracks to fit tight layouts. Modular designs allow for custom lengths and angles to navigate around building pillars. Engineers can design multi-level systems to utilize the vertical space in small facilities.
4. What is the typical lifespan of industrial conveyor equipment?
With proper maintenance, a high-quality system can last for over 10 to 15 years. Regular lubrication and belt tensioning are essential for extending the life of the motor. Replacing worn rollers promptly prevents damage to the more expensive structural components of the machine.
Reference Sources
Material Handling Institute MHI Official Website
Occupational Safety and Health Administration OSHA Official Website