Why Use Food Conveyor Systems in Processing?

The global food manufacturing landscape has shifted dramatically by 2026. Companies now face higher demands for speed and safety than ever before. Food conveyor systems have become the primary solution for meeting these modern production challenges.
Automation is no longer an optional upgrade for competitive businesses. It is a fundamental requirement for maintaining consistent output levels. These systems allow factories to transport goods without constant human intervention.
Manual handling often leads to increased risks of physical contamination. It also slows down the entire manufacturing process significantly. Implementing food conveyor systems ensures that products move through the facility with precision and care.
Why Use Food Conveyor Systems in Processing?
One of the most compelling reasons is the massive increase in operational efficiency. Statistics from 2026 indicate that automated facilities see a 35% rise in throughput. This improvement allows brands to fulfill larger orders in much shorter timeframes.
Cost reduction is another major factor for many processing plant managers. While the initial investment is high, the long-term savings on labor are substantial. Food conveyor systems can operate 24 hours a day without needing breaks or shifts.
Maintaining a sterile environment is much easier with automated transport technology. Modern systems utilize advanced materials that resist the growth of harmful bacteria. This capability is essential for passing strict food safety audits in 2026.
| Performance Metric | Manual Handling | Automated Conveyor |
| Hourly Units Processed | 450 – 600 units | 2,500 – 4,000 units |
| Contamination Risk | High (Human Contact) | Low (Enclosed/Contactless) |
| Operating Hours | Limited by Shifts | Continuous 24/7 |
| Waste Percentage | 5% – 8% due to drops | Less than 1% |
Furthermore, these systems offer unparalleled consistency in product placement and timing. Every item reaches the next station at the exact same interval. This level of synchronization is critical for high-speed packaging and labeling machines.
Top Applications of Food Conveyor Systems
In the dairy industry, conveyors are used to move delicate yogurt cups. These systems must provide smooth movement to prevent spilling or lid damage. Food conveyor systems with vibration-dampening features are particularly valued in this sector.
Bakery operations utilize specialized lines for cooling fresh bread and pastries. Without automated cooling, products would retain too much moisture and spoil quickly. Conveyors allow for even airflow around every loaf during the cooling phase.
Meat processing facilities require systems that can withstand aggressive cleaning protocols. These lines often handle raw poultry or beef at very low temperatures. Food conveyor systems designed for this application feature open-frame stainless steel construction.
The snack food industry uses inclined conveyors to move products to flavoring drums. This allows for the even distribution of seasonings across thousands of units. Precise speed control ensures that each snack receives the correct amount of coating.
In the beverage sector, high-speed lines move bottles through filling and capping stations. Any misalignment during this phase can result in broken glass and downtime. Robust food conveyor systems maintain perfect bottle stability even at maximum speeds.
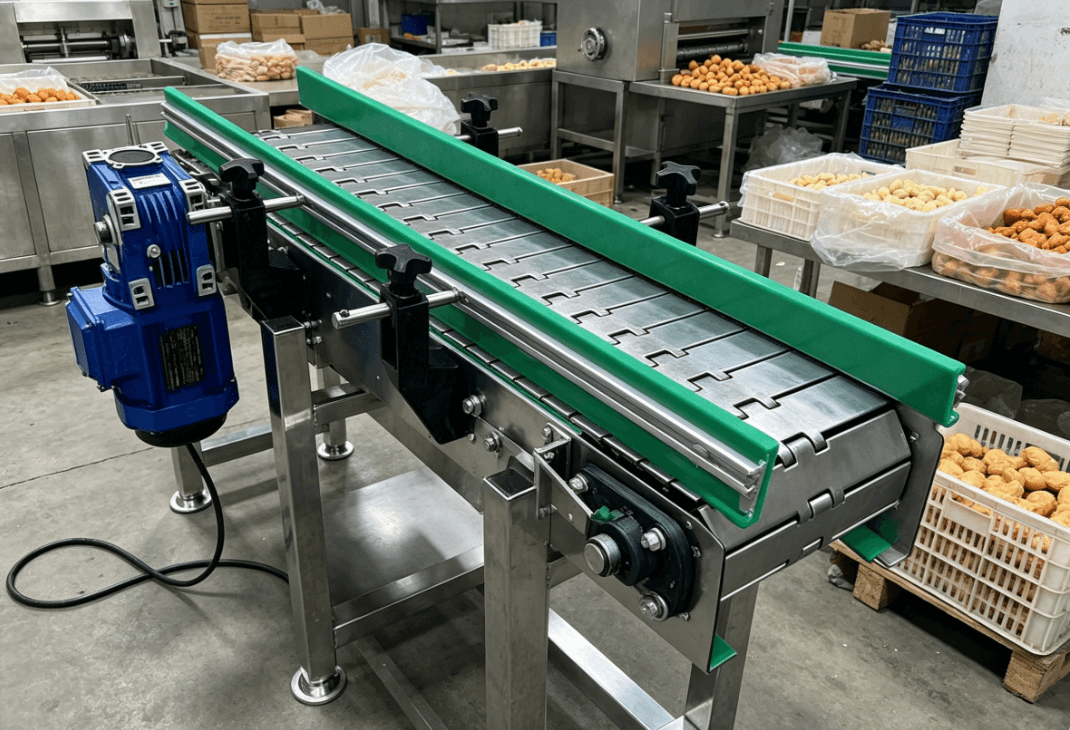
Technical Benefits of Using a Straight Conveyor?
Linear transport remains the most efficient way to move goods between workstations. A high-quality straight conveyor provides a simple and reliable path for diverse product types. This design minimizes the complexity of the production layout.
The leyuconveyor straight conveyor series is specifically designed for high-hygiene environments. These units feature modular belts that operators can replace in just minutes. Such designs significantly reduce the time spent on routine maintenance and repairs.
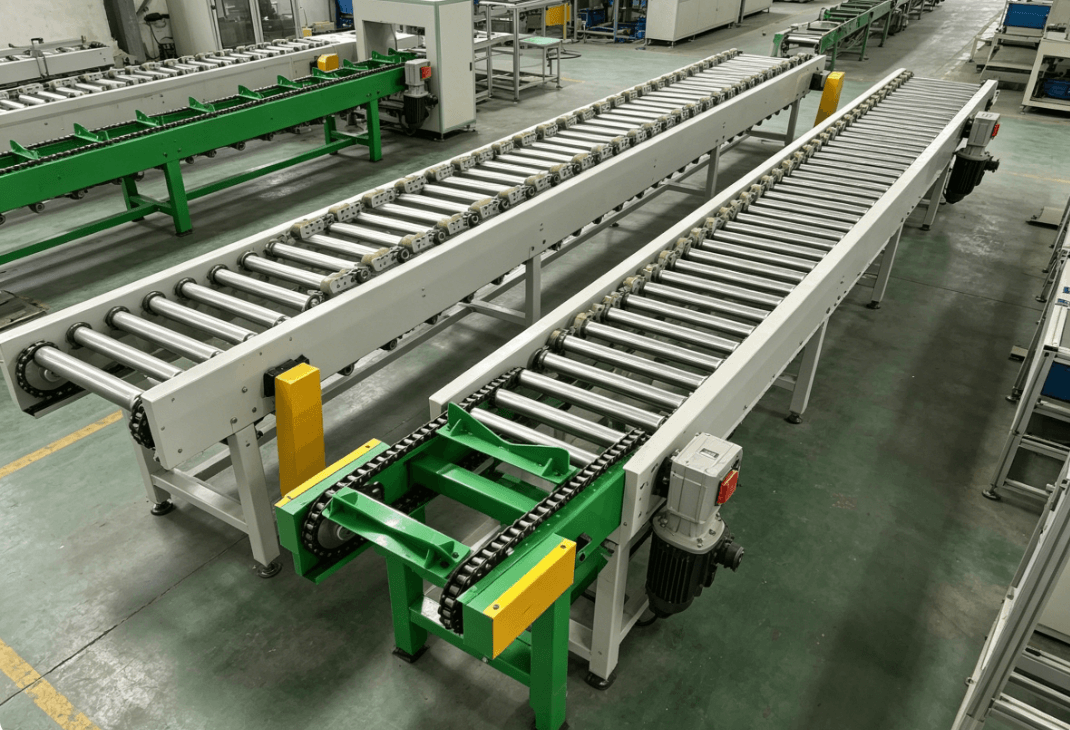
Integration with other machinery is much simpler with a linear configuration. You can easily add metal detectors, check-weighers, or inkjet printers along the path. Food conveyor systems with a straight design offer the most flexibility for future upgrades.
Data from 2026 shows that linear systems consume 15% less energy than curved alternatives. The direct drive mechanism experiences less friction and mechanical stress over time. This efficiency leads to lower utility bills and a smaller carbon footprint.
| Component | Standard Specification | Food Grade Advantage |
| Frame Material | Painted Steel | 304/316 Stainless Steel |
| Belt Type | Fabric or Rubber | PU, PVC, or Modular Plastic |
| Motor Rating | IP55 | IP66 or IP69K (Washdown) |
| Bearings | Standard Steel | Sealed Lubricated-for-life |
The height of these systems is usually adjustable to match existing equipment. This allows for a seamless transition between different stages of the production line. Food conveyor systems must be adaptable to accommodate various container sizes and weights.
Enhancing Workplace Safety and Compliance
Worker safety is a critical priority for all food manufacturers in 2026. Traditional methods of moving heavy crates often lead to chronic back injuries. Food conveyor systems eliminate the need for employees to perform repetitive lifting tasks.
Reducing the presence of forklifts in processing areas also improves safety. Pedestrian accidents are a common concern in busy, crowded manufacturing facilities. Automated lines create dedicated paths for product movement, keeping aisles clear and safe.
Compliance with 2026 safety standards requires the use of emergency stop features. Every conveyor line should have accessible pull cords or buttons for immediate shutdown. This protects both the employees and the machinery from potential accidents.
Sanitary design is no longer just a recommendation but a legal requirement. Food conveyor systems must feature smooth surfaces that do not trap food particles. This prevents the growth of Listeria and Salmonella in hidden corners of the machine.
Automated systems also record valuable data for traceability and quality control. Sensors can track the temperature and weight of every batch as it passes. This information is vital for responding to potential product recalls quickly and effectively.
How to Determine if a Straight Conveyor Fits Your Needs?
Selecting the right equipment requires a deep understanding of your production flow. You should first evaluate the total weight and size of your heaviest products. Food conveyor systems must have the structural integrity to support these loads without sagging.
Consider the environment in which the machine will operate throughout 2026. If your facility uses steam cleaning, you need a high-waterproof rating for the motor. Dry environments may only require basic dust protection for the moving parts.
The available floor space often dictates the length of your straight conveyor units. You should measure the distance between your processing machines with extreme accuracy. Food conveyor systems can be customized to fit into very specific or narrow footprints.
Think about the required speed of your production line to meet 2026 goals. A system that is too slow will create a bottleneck in your facility. Conversely, a system that is too fast may cause damage to fragile products.
Finally, check the ease of belt tensioning and tracking on the model you choose. A belt that slips or wanders will lead to uneven wear and frequent downtime. High-quality food conveyor systems feature intuitive adjustment mechanisms for easy daily operation.
Summary
Food conveyor systems are essential for modern factories to ensure hygiene and maximize production speed. They provide a safe, automated method for transporting goods while reducing the risk of human error. By choosing a reliable straight conveyor setup, businesses can significantly improve their efficiency and maintain high safety standards throughout 2026.
FAQ
1. What are the primary materials used in food-grade conveyors?
Stainless steel and food-grade plastics like PU or PVC are the primary materials. These materials are chosen because they do not corrode and are easy to sanitize. They ensure that the food conveyor systems remain compliant with 2026 health regulations.
2. How do conveyors reduce labor costs in 2026?
Conveyors reduce labor costs by automating repetitive transport and sorting tasks. One automated line can replace several workers who would otherwise move products manually. This allows the workforce to focus on more complex roles like quality assurance.
3. Can these systems handle both wet and dry food products?
Yes, specialized conveyors are designed to handle both wet and dry goods. Systems for wet products usually feature perforated belts to allow for drainage during movement. For dry goods, solid belts are used to prevent small particles from falling through.
4. What is the typical lifespan of a professional food conveyor?
A well-maintained food conveyor can last between 10 to 15 years. Regular cleaning and lubrication of the drive components are necessary to reach this longevity. Using high-quality food conveyor systems reduces the frequency of major component failures.
5. How does a straight conveyor improve inspection accuracy?
A straight conveyor ensures that products pass inspection cameras in a predictable, single file. This stability allows sensors to capture clear images and detect defects with high precision. It is the most reliable configuration for integrating automated reject stations.
Reference Sources
PMMI The Association for Packaging and Processing Technologies