Understanding Different Types of Conveyor Systems
Modern manufacturing relies heavily on the seamless movement of materials across production floors. Automated material handling reduces manual labor and minimizes human error significantly in 2026. Choosing the right types of conveyor systems is essential for optimizing operational throughput.
These systems act as the circulatory system of a modern factory environment. They ensure components reach assembly lines or packaging stations at precise intervals. High-efficiency transport solutions can increase facility productivity by up to 30% in many cases.
The global conveyor market continues to expand as industries adopt smart automation standards. Reports suggest the market will grow steadily through the end of 2026. This growth highlights the shift toward more specialized and modular transport solutions.
What Are the Primary Types of Conveyor Systems in 2026?
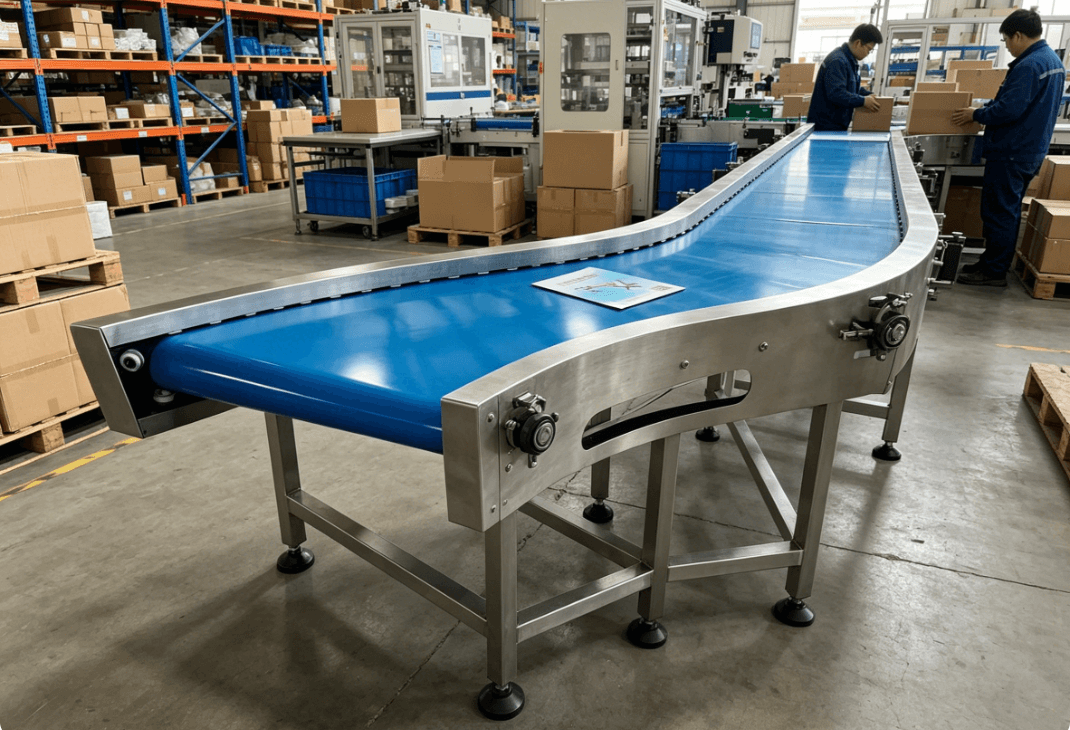
Manufacturing environments utilize a diverse range of transport mechanisms to move goods efficiently. The most common category includes belt conveyors which offer versatile horizontal movement. These systems use a continuous loop of material to carry items across long distances.
Belt conveyors are highly effective for transporting lightweight to medium-weight bulk materials. They provide a smooth surface that prevents damage to sensitive products during transit. Engineers often customize belt materials to resist heat, oil, or chemicals.
Roller conveyors represent another pillar of the material handling industry in 2026. These systems consist of a series of rollers mounted within a fixed frame. They can be powered by motors or rely on gravity for downhill movement.
The Utility of Gravity Roller Systems
Gravity-fed rollers are particularly cost-effective for non-powered zones in large warehouses. They typically support loads ranging from 5 kg to over 2,000 kg easily. This versatility makes them ideal for shipping docks and assembly areas.
These systems require minimal maintenance due to their simple mechanical design. Operators often use them to accumulate packages before manual sorting or loading. They significantly reduce the energy costs associated with constant motor operation.
Chain Conveyors for Heavy Industrial Loads
Chain conveyors are frequently used for heavy-duty applications that require robust durability. These systems use a continuous chain to move large pallets or industrial containers. They provide high torque and can withstand extremely harsh factory conditions.
In automotive assembly, chain systems often transport chassis through various painting stages. They are capable of handling weights exceeding 5,000 kg per load point. This strength is essential for moving machinery components through the production cycle.
| Conveyor Type | Load Capacity (kg) | 2026 Efficiency Rating | Common Industry |
| Belt Conveyor | 10 – 500 | 85% | E-commerce |
| Roller Conveyor | 5 – 2,000 | 90% | Logistics |
| Chain Conveyor | 500 – 5,000 | 92% | Automotive |
| Slat Conveyor | 100 – 2,000 | 88% | Heavy Assembly |
How Do Plastic Chain Plates Enhance Material Handling?
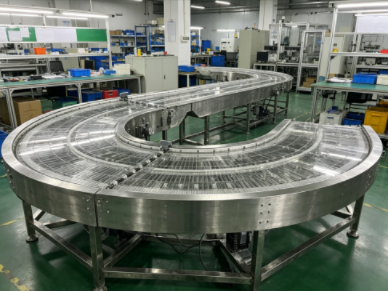
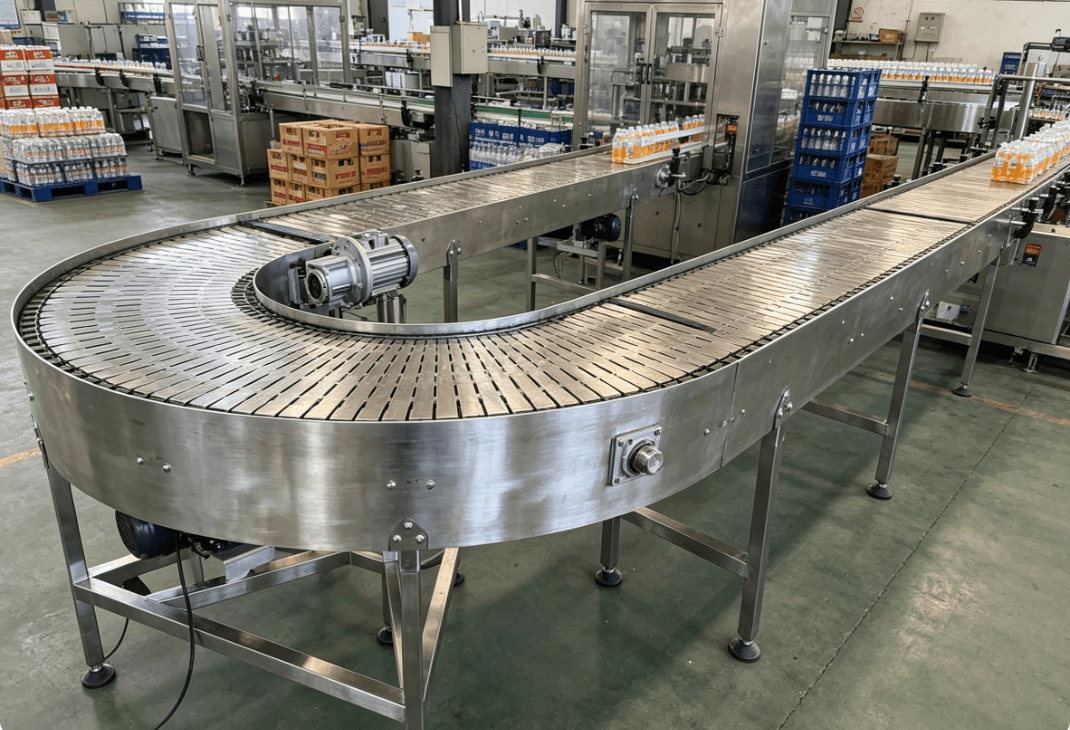
Beyond basic belts and rollers, modular solutions offer enhanced flexibility for complex layouts. Plastic chain plate systems are a prime example of modern modular engineering today. These types of conveyor systems use interlocking segments to create a flexible moving surface.
This design allows for tight turns and elevation changes within a single run. The low-friction nature of high-quality plastic reduces energy consumption by approximately 15%. Manufacturers prefer these systems for their adaptability to restricted floor spaces.
High-performance plastic chain plate units provide the durability needed for high-speed bottling. These materials are often FDA-compliant and resist bacterial growth effectively in food plants. They can be easily washed down with high-pressure water and cleaning chemicals.
Advantages of Modular Plate Construction
Because the plates are modular, damaged sections can be replaced without removing the chain. This feature significantly reduces downtime during routine maintenance schedules in 2026. Modular construction also allows for quick line reconfigurations as production needs change.
The interlocking design provides a very stable surface for small or unstable containers. It prevents items from tipping over during high-speed lateral transfers or inclines. Many pharmaceutical companies rely on this stability for delicate vial transport.
Material Science in Plastic Conveyors
Advanced polymers used in 2026 offer superior wear resistance compared to older materials. These plastics can operate in temperatures ranging from -40 to +90 degrees Celsius. This range makes them suitable for both industrial freezers and drying ovens.
Low-noise operation is another benefit of using plastic chain components in factories. This improves the working environment for employees stationed near the conveyor lines. Reduced noise levels often correlate with lower mechanical vibration and longer component life.
Why Are Spiral Towers Essential for Vertical Logistics?
When floor space is limited, vertical transport becomes a critical operational requirement. Spiral tower systems offer a compact solution for moving products between different elevations. These types of conveyor systems utilize a continuous spiral path to save space.
A spiral tower can save up to 75% of the floor space required. They are ideal for facilities where real estate is at a premium in 2026. These towers ensure a continuous flow of products without using bulky elevators.
Efficient spiral tower designs enable continuous vertical movement without taking up excessive floor space. They are frequently used for ambient cooling or buffer storage of products. In the baking industry, hot products travel down a spiral to cool.
Enhancing Production Flow with Vertical Buffers
Spiral towers serve multiple purposes beyond simple elevation changes in modern manufacturing. They provide an excellent “buffer zone” where products can wait between processes. This prevents the entire line from stopping if one machine experiences a delay.
The gentle motion of the spiral prevents damage to fragile items during transit. It maintains a consistent orientation for all packages throughout the entire vertical journey. This precision is vital for feeding downstream sorting or labeling equipment.
Engineering Excellence in Spiral Systems
Modern designs often feature a single-drive motor to synchronize the entire movement. This simplification reduces the number of failure points and lowers maintenance requirements. Load capacities for high-end spirals can exceed 50 kg per linear meter.
Advanced control systems in 2026 allow for variable speed adjustments on the fly. This flexibility helps managers balance production rates across different floors or departments. Integrated sensors monitor belt tension and alignment to prevent unexpected mechanical failures.
Key Factors in Selecting Industrial Conveyors
Selecting the right equipment depends on a deep analysis of your production needs. You must first evaluate the physical characteristics of the items being transported. Consider the dimensions, weight, and surface texture of your products or packaging.
Fragile items may require the smooth movement of a modular plastic system. Conversely, heavy metal parts might necessitate a rugged steel slat or chain conveyor. Always calculate the maximum expected load to ensure the motor provides sufficient torque.
Environmental and Chemical Resistance
Environmental conditions play a significant role in material selection for your system. Facilities with high humidity or chemical exposure need corrosion-resistant components in 2026. Stainless steel frames and plastic components are excellent choices for these environments.
If your process involves extreme heat, ensure materials can withstand the temperature. Thermal expansion must be accounted for to prevent tracking issues during operation. Specialized lubricants are often required for conveyors operating in extreme cold or heat.
Future Scalability and Modular Design
Space constraints often dictate the ultimate layout of your material handling system. If you need to maximize vertical height, a spiral system is often logical. These systems allow for buffer zones where products wait without stopping the line.
Always consider future scalability when planning your initial conveyor installation in 2026. Modular designs allow you to add sections as your production volume grows. Investing in flexible systems now prevents expensive overhauls when your business expands later.
Strategic Criteria for Choosing Conveyor Equipment
How do you determine if a specific conveyor is right for your facility? The first step involves measuring the available floor space and ceiling height accurately. You should also define the required throughput speed in units per hour.
Reliable manufacturers offer customizable options that fit unique facility blueprints perfectly. Investigating specialized modular solutions can solve complex routing issues in crowded plants. For those needing vertical movement, exploring tower technology provides a major advantage.
High-quality components ensure that your investment remains productive for many years. Choosing a system with readily available spare parts reduces the risk of long outages. Technical support and local service availability are also crucial factors for long-term success.
Summary
Choosing from various types of conveyor systems is a strategic decision for efficiency. From horizontal modular chains to space-saving vertical spirals, the right technology streamlines workflow. By analyzing load requirements and spatial constraints, manufacturers can implement robust systems in 2026.
FAQ
1. Which conveyor type is best for food-grade environments?
Plastic chain plate conveyors are generally the best choice for food-grade environments. They are made from non-toxic materials that resist bacteria and facilitate easy cleaning. These systems meet strict 2026 hygiene standards for the beverage and snack industries.
2. How much space can a spiral tower save?
A spiral tower can save approximately 60% to 75% of floor space compared to inclines. This is because the design utilizes vertical height rather than a long horizontal footprint. They are the standard solution for multi-level facilities with tight layouts today.
3. Can different types of conveyor systems be combined?
Yes, different types of conveyor systems are frequently combined into a single line. For example, a belt conveyor may feed into a spiral tower for vertical transit. Proper integration requires synchronized controls to ensure smooth transitions between different conveyor sections.
4. What are the maintenance requirements for modular conveyors?
Maintenance for modular plastic conveyors is relatively low in modern 2026 facilities. You can replace individual damaged links without replacing the entire expensive chain. Regular inspection of the drive sprockets and periodic cleaning are usually the only requirements.
5. What influences the speed of a conveyor system?
Conveyor speed is influenced by motor power, gear ratios, and product stability requirements. Higher speeds require more precise tracking and specialized components to prevent items from tipping. Most industrial systems operate between 10 and 60 meters per minute for safety.
Reference Sources
MHI – Material Handling Industry Association
International Organization for Standardization (ISO)